
精密金型の品質向上VE事例
- Value Engineering
- VE事例
精密プレス加工.com
薄板・微細の精密プレス加工品の開発・量産と精密金型の設計・製作ならお任せください
お気軽にお電話ください
精密金型の品質向上VE事例
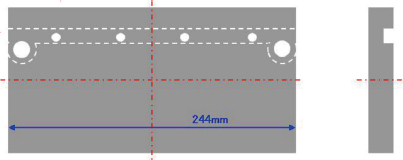
マトリックス金型やフープ成形金型、コンベンショナル金型などの樹脂封止金型では、樹脂カスのまわり込みによって動作不良が発生します。その要因として①成形作業時に金型の外側からやエジェクターピン穴より樹脂カスが侵入する ②エジェクターピンの固定用溝が研磨加工のため、貫通した溝となっていたり、またリターンピン固定穴との接触 ③リターンピンツバ端面とプレートの端面が同じ位置での配置となっておりマシニング加工でプレート端面部が破れてしまう、などがあります。このような理由から樹脂カスが侵入し動作不良につながります。
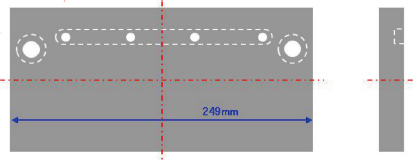
マトリックス金型やフープ成形金型、コンベンショナル金型などの樹脂封止金型の動作不良対策方法として、①まずリターンピンツバ部の破れを無くすため、プレート幅を拡大する。これにてリターンピンツバ部の破れは防ぐことができます。②エジェクターピンの固定溝の加工方法を研磨加工からマシニング加工へ変更し、プレート端面を貫通することのないザグリ加工とすることにより、外からの樹脂カスを防ぐことができます。また、エジェクターピンとリターンピンザグリ穴部はそれぞれ干渉しないように個別のザグリ加工をすることで、より樹脂カスの侵入を防止することが可能となります。
樹脂封止金型では、成形作業時の樹脂カスが問題となります。この樹脂カスがエジェクタプレートまで到達することにより、エジェクターピンの固定用溝やリターンピン固定用溝などに入り込み動作不良を招きます。エジェクタプレート幅の拡大やピンの固定溝加工方法変更によって樹脂カスの侵入を防ぎ、動作不良を抑制することができます。
「精密プレス加工.com」は高精度な薄板精密プレスの加工・製作に関して、多数の実績を持っています。精密プレス加工品を製作する中で、実際にお客様へ提案した精密プレス加工品の品質向上VE事例を紹介いたします。
精密プレス加工.comの技術提案事例を6つに分類しています。 「精密プレス加工品のコストダウンVE事例」「精密プレス加工品の品質向上VE事例」「精密プレス加工品のその他 VE事例」「精密金型のコストダウンVE事例」「精密金型の品質向上VE事例」「精密金型のその他 VE事例」からVE技術提案事例をご確認できます。