
精密金型のコストダウンVE事例
- Value Engineering
- VE事例
精密プレス加工.com
薄板・微細の精密プレス加工品の開発・量産と精密金型の設計・製作ならお任せください
お気軽にお電話ください
精密金型のコストダウンVE事例
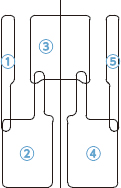
上記のような複雑形状・一体化形状をした精密プレス加工品の打抜き加工をする場合、プレス金型のパンチは5本(①~⑤)が必要となります。プレス型部品の加工限界やコーナーR形状など金型加工面を考慮せずに製品設計を行ってしまうと、金型工具(パンチ、ダイ)の部品点数増加や金型工程数の増加を招くので、プレス金型の費用が増大、プレス金型自体も必要以上に大きくなりスペースをとってしまう場合があります。
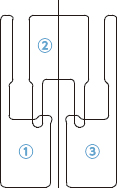
製品機能を考慮した上で、金型加工に配慮した設計に見直しすることにより、金型費用の低減が可能となります。例えば、上記の場合では、製品にエッジが求められていたものを、R形状に変更することで、プレス金型部品であるパンチ数は5本から3本に削減することができます。また、金型工程数も減ることになることから、プレス金型の大きさもコンパクトにすることができ、併せてプレス金型費用の低減も実現することが可能となります。
金型のコスト低減には、製品デザインの段階からその製品における必要な機能を考慮した上で、金型部品の加工限界やコーナーRの指示などプレス金型加工面にも配慮することが重要です。機能上問題がない範囲において、製品形状を変更すれば金型の製作コストを圧縮させることができます。
「精密プレス加工.com」は高精度な薄板精密プレスの加工・製作に関して、多数の実績を持っています。精密プレス加工品を製作する中で、実際にお客様へ提案した精密プレス加工品の品質向上VE事例を紹介いたします。
精密プレス加工.comの技術提案事例を6つに分類しています。 「精密プレス加工品のコストダウンVE事例」「精密プレス加工品の品質向上VE事例」「精密プレス加工品のその他 VE事例」「精密金型のコストダウンVE事例」「精密金型の品質向上VE事例」「精密金型のその他 VE事例」からVE技術提案事例をご確認できます。