
精密プレス加工品の品質向上VE事例
- Value Engineering
- VE事例
精密プレス加工.com
薄板・微細の精密プレス加工品の開発・量産と精密金型の設計・製作ならお任せください
お気軽にお電話ください
精密プレス加工品の品質向上VE事例
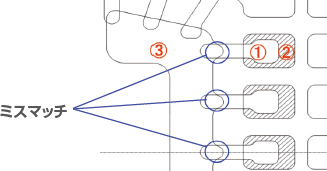
リードフレームのリード形成に当たり現状は、パターン①→②→③の順に抜く事により製作されます。そのため、抜きカス形状①と②部のカス浮きや、鋭角に交差する抜きミスマッチ部にバリが発生し、脱落が起こってしまうことがあります。カス浮きやバリ脱落が発生した場合、製品への打痕となり品質不良となるので、金型補修が必要となったり、製品の破棄をしなければならなくなってしまいます。これらは品質不良を招くだけでなく、カス止め補修費用の発生や歩留りの低下を牽引することとなります。
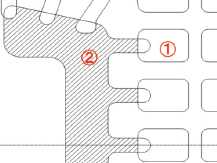
リードフレームの抜きパターン統合を上記のように②とすることにより、抜きミスマッチ部に発生するバリ脱落を削減することができます。また、抜き形状のカス強度アップが図られカス浮きによる打痕を防止することになります。製品の使用上問題がなければ、上記のような抜き形状へ変更することで鋭角に交差する抜きミスマッチ部に発生するバリの防止や、抜き形状の変更による抜きカス強度のアップが図られカス浮きによる打痕の防止につながります。そのため、製品の品質不良の発生を未然に防ぐことができます。また余計な補修や廃棄がなくなり、不要なコストアップ抑制にもなります。
リードフレームのリード形成に当たり抜きミスマッチ部が多いと、製品への粉打痕発生や抜きカス浮きによる打痕が発生して金型自体にも負担がかかり金型破損の原因となります。製品の品質不良の防止だけではなく金型補修費の削減や部品点数削減によるコスト低減も実現することができます。
「精密プレス加工.com」は高精度な薄板精密プレスの加工・製作に関して、多数の実績を持っています。精密プレス加工品を製作する中で、実際にお客様へ提案した精密プレス加工品の品質向上VE事例を紹介いたします。
精密プレス加工.comの技術提案事例を6つに分類しています。 「精密プレス加工品のコストダウンVE事例」「精密プレス加工品の品質向上VE事例」「精密プレス加工品のその他 VE事例」「精密金型のコストダウンVE事例」「精密金型の品質向上VE事例」「精密金型のその他 VE事例」からVE技術提案事例をご確認できます。