
精密金型のその他 VE事例
- Value Engineering
- VE事例
精密プレス加工.com
薄板・微細の精密プレス加工品の開発・量産と精密金型の設計・製作ならお任せください
お気軽にお電話ください
精密金型のその他 VE事例
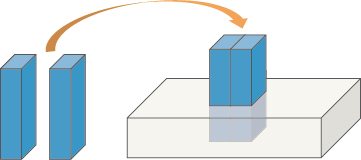
ダイカストや金属射出成形、プラスチック成形に使用するモールド金型等、型全般によく用いられる部品の保持方法ついて1つの穴に複数の部品を組み込む手法があります。インサートする部品はコア部品であることが多く、使用していく中で加工部分が消耗(摩耗)していくため、部品メンテナンスを行えるように取り外し可能な構造とします。精密な精度を要する金型では隙間(クリアランス)を5μm以下に詰めており、複数の部品を1カ所の穴に入れる作業の難易度が高く、作業の際に非常に時間がかかります。強引に作業してしまうと、金型を痛めてしまい、更にメンテナス性を損ねる事となってしまいます。
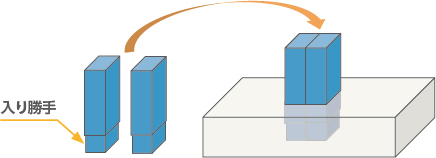
ダイカストや金属射出成形、プラスチック成形に使用するモールド金型等、金型全般における保持部品の作業性向上の対策として、インサートするコア部品の導入部分に入り勝手(深さ0.02~0.05程度/加工幅は保持エリアにより適切な値を設定)を設けることで、複数の部品を保持した状態で1つの穴にスムーズに組み込むことができます。これによりメンテナンス性を向上させることができるため、作業時間を短縮することが可能となります。
ダイカストや金属射出成形、プラスチック成形に使用するモールド金型等、型全般における部品単体でのコスト重視により型としての作業性が低下することで、早期の破損やメンテナンス時間がかかるなどのデメリットが発生します。メンテナンスの作業性を配慮することで、長期的に取扱いしやすく長持ちする上、高精度を維持することができます。
「精密プレス加工.com」は高精度な薄板精密プレスの加工・製作に関して、多数の実績を持っています。精密プレス加工品を製作する中で、実際にお客様へ提案した精密プレス加工品の品質向上VE事例を紹介いたします。
精密プレス加工.comの技術提案事例を6つに分類しています。 「精密プレス加工品のコストダウンVE事例」「精密プレス加工品の品質向上VE事例」「精密プレス加工品のその他 VE事例」「精密金型のコストダウンVE事例」「精密金型の品質向上VE事例」「精密金型のその他 VE事例」からVE技術提案事例をご確認できます。